
Introduction
In the demanding fields of aerospace, high-end industrial automation, and robotics, the manufacturing of large, complex aluminum structural components—such as UAV airframes, robotic arm skeletons, and equipment frames—faces severe challenges. Uncontrolled distortion of thin-wall structures during machining frequently leads to part scrappage, assembly failures, significant project delays, and escalated production costs.
The current study examines the causes of distortion that occur when thin walls of aluminum parts are manufactured and introduces a holistic approach consisting of design for manufacturing (DFM), modern 5-axis CNC machining technology, and comprehensive quality management throughout the manufacturing process. Using this tried and tested approach, part manufacturing becomes more accurate and efficient.
What Are the Primary Causes of Thin-Wall Distortion in Aerospace Aluminum Components?
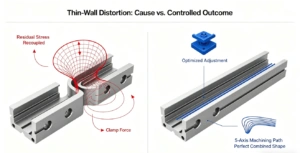
The distortion of the thin wall in aluminum parts is caused by several factors working together. The most important factor is residual stresses due to machining, where the cutting operation creates imbalance within the stresses present in the material, leading to the part being distorted. Cutting loads and thermal distortion also play a role, since cutting pressures distort thin parts, while temperature creates differential expansion. Poor toolpath planning, like unidirectional cutting, concentrates stress. In Precision Manufacturing for aerospace or Industrial Automation, where walls are extremely thin, these issues are magnified. Relying on trial-and-error is costly and unreliable, making partnership with a professional aluminum CNC milling service provider essential for a systematic solution.
How Does 5-Axis CNC Milling Technology Become a Key Solution for Controlling Distortion?
Faced with the challenge of thin-wall distortion, 5-axis CNC technology, with its superior machining flexibility and control, provides a solution that transcends traditional 3-axis machining. It has become synonymous with high-standard production, particularly in aerospace CNC milling.
Integrated Machining of Complex Structures
In cases where there are very complicated surfaces or even cavities on the surface of an item, such as those found in drones or even engine casings, having the capability of carrying out 5-axis simultaneous machining becomes essential. In doing so, the machine will guide the cutter along the perfect path to achieve a precise mill for all the angular surfaces of the item in just one setting. This approach prevents the need to re-position the item for another operation that may result in errors.
Empowerment Through Advanced Toolpath Strategies
The 5-axis platform is the perfect stage for executing advanced toolpath strategies that are critical for managing the physical forces that cause distortion.
- Dynamic and Trochoidal Milling
Dynamic milling involves the use of constant radial depth of cut and feed rate, leading to constant cutting action without abrupt force changes that may cause deflection of thin sections. Trochoidal milling involves using a circular motion to create the engagement with the workpiece, ensuring that the force is evenly distributed over a greater surface area, and less thermal stress is generated. This method ensures that the force applied to the part at any given moment is smaller.
- The Role of Simulation
This has been made possible through the use of contemporary CAM packages that enable the user to simulate such complex tool paths in a virtual setting. It is possible for engineers to analyze tool contact, estimate cutting forces, and identify any possibility of collision or high stress zones in the process prior to running the program on the machining system.
For readers seeking manufacturing of complex aerospace structural components, they can delve deeper into how professional aluminum milling service suppliers apply these technologies, as detailed in the case study Aluminum CNC Milling Services in Aerospace: Crafting Lightweight, High-Strength Wing Ribs and Spars.
How to Design a Complete Process Control Chain for Large Thin-Wall Aluminum Parts?
To stably produce high-precision large thin-wall parts like CNC Milling Aircraft Parts, optimizing a single step is insufficient. A full-process, closed-loop Custom Aluminum Machining control chain from design to delivery must be established. This systematic approach is the core of true custom manufacturing capability.
Front-End Collaboration and Predictive Control
Effective process control starts with design synergy. Collaborative Design for Manufacturability (DFM) is pivotal, focusing on feature optimization to enhance machinability. Subsequently, machining simulation using Finite Element Analysis (FEA) software predicts deformation from cutting and clamping forces. This enables proactive toolpath compensation during programming to correct for anticipated distortion before the first cut is made.
In-Process Execution and Verification
In this stage, the designed plan is made tangible. This includes the accurate implementation of the multi-step machining process with optimal process settings and fixture usage. Validation immediately follows in the form of in-process measurement. Post-machining measurement (FAI/SPC) then verifies the results.
- Precision Machining Strategy
Execution relies on a multi-stage strategy: stress-relieving roughing, semi-finishing, and final finishing with symmetric toolpaths to balance forces. This is enabled by specialized, low-stress workholding like vacuum fixtures. In-process probing provides real-time data for closed-loop tool offset compensation, ensuring dimensional accuracy.
- Post-Process Validation
Verification extends beyond machining. A comprehensive First Article Inspection (FAI) validates the entire process output. For production, Statistical Process Control (SPC) monitors key dimensions, enabling continuous refinement of the Custom Aluminum Machining strategy for consistent quality in complex parts like large parts CNC Milling solution.
Which Certifications and Quality Standards are the Cornerstones for Ensuring the Reliability of Such Parts?
In Precision Manufacturing, although modern equipment plays an essential role, the quality system certifications represent the soft power that cannot be overlooked in guaranteeing reliability. For the aerospace industry, the AS9100D standard must be adhered to, which is an extension of the ISO 9001 standard with stringent standards regarding risk management and full traceability.
These are not just certifications but systems actively used, which include controlled documents, FAI, and SPC.This rigorous practice transforms expert “experience” into repeatable “standard,” guaranteeing consistent performance and dimensional accuracy for every batch of complex thin-wall parts, delivering reliability that meets the highest expectations.
What is the Return on Investment (ROI) of Investing in an Advanced Aluminum CNC Milling Solution?
Collaboration with a professional aluminum CNC machining service provides a solid return on investment that goes beyond simple pricing. The most immediate benefits are achieved through cutting down scrap rates – usually from more than 10% to less than 1% – thereby significantly decreasing wastage.
However, the long-term benefits are even more substantial, with improved quality elevating company image and reducing warranty costs, as well as being able to take on high-profile projects due to their proficiency in Custom Aluminum Machining. True ROI calculation utilizes a Total Cost of Ownership approach(Unit Cost+Quality Cost+Time Cost). Experts like those at JS Precision optimize all three through high first-pass yield and integrated processes, delivering superior project economics and clear bottom-line value.
Conclusion
In conclusion, the problem of thin wall distortions in aluminum components used in the aviation and premium industrial sectors cannot be overcome through the tweaking of a single process variable alone. Through the implementation of the approaches presented, companies will be able to overcome the problem of thin wall distortions and make their production process a core competency.
Is your next critical project facing thin-wall machining accuracy challenges? Connect immediately with manufacturing experts possessing rich project experience and complete certifications to obtain a free Design for Manufacturability (DFM) analysis .
Author Bio
The article is authored by an experienced manufacturing engineer who has more than 15 years of experience in precision machining of metal. He specializes in milling of aluminum parts for use in aircraft manufacture in highly efficient and high-precision methods. Currently, he works at the highly reputable JS Precision where he uses his skills in manufacturing of complex parts.
FAQs
Q: Which aluminum alloy is most recommended for thin-wall parts?
A: For high-strength aerospace applications, 7075-T6 and 6061-T6 are generally being used because of their very good strength-to-weight ratio while staying easily machinable. The final decision will depend on a full assessment of the part in terms of load, resistance to corrosion and also any requirements for post-processing.
Q: What level of accuracy can be achieved for thin-wall parts using 5-axis CNC machining?
A: With well-optimized settings and process, expert 5-axis CNC milling can accurately keep the profile tolerance of large thin-wall aluminum parts within 0.05 mm, while the location accuracy of main features can be up to 0.025 mm, which is in line with the needs of most precision assemblies.
Q: What does AS9100D certification mean for a supplier?
A: AS9100D is the quality management system standard for aerospace industry. By achieving this standard, the supplier demonstrates that their product system has complete-process traceability along with risk control and continuous improvement functionalities not only from design and procurement but also including production and delivery, in fact, this type of quality assurance is a prerequisite for the global aerospace supply chain.
Q: How long does a typical project take from the initial concept stage to obtaining the first prototype?
A: The lead time varies with the complexity of the parts. For example, thin-wall structural parts are usually the quickest. Therefore, once the design collaboration and process planning stages are complete, a reliable supplier may be able to provide the first working prototypes in as little as 2-4 weeks to support speedy iteration and verification.
Q: How do I assess if a fresh process or new supplier will really aid me in lowering my prices?
A: Price per piece is certainly not the only factor for comparison. A comprehensive cost analysis is advised that covers: wastage ratio, costs of additional works, costs of quality checking, assembly productivity, and project duration. A reliable partner can prove the benefits in total cost via high first-pass yield, bundled machining, and DFM optimization.